Specifications
| Size | 31×4×3.5 m |
| Weight | 32 t |
| Types of cutting | flush-cut + stepped-end cut |
| Tube length (stepped-end cut) | 500-1100mm |
| Tube length (flush-cut) | 500-1100 mm |
| A-shape tube width | 370-620 mm |
| M-shape tube bottom width | ≤80 mm |
| Cuttable | 2-4 layers of paper+1layer of film |
| Maximum productivity | 175 sacks/min |
| Maximum roll paper diameter | 1300 mm |
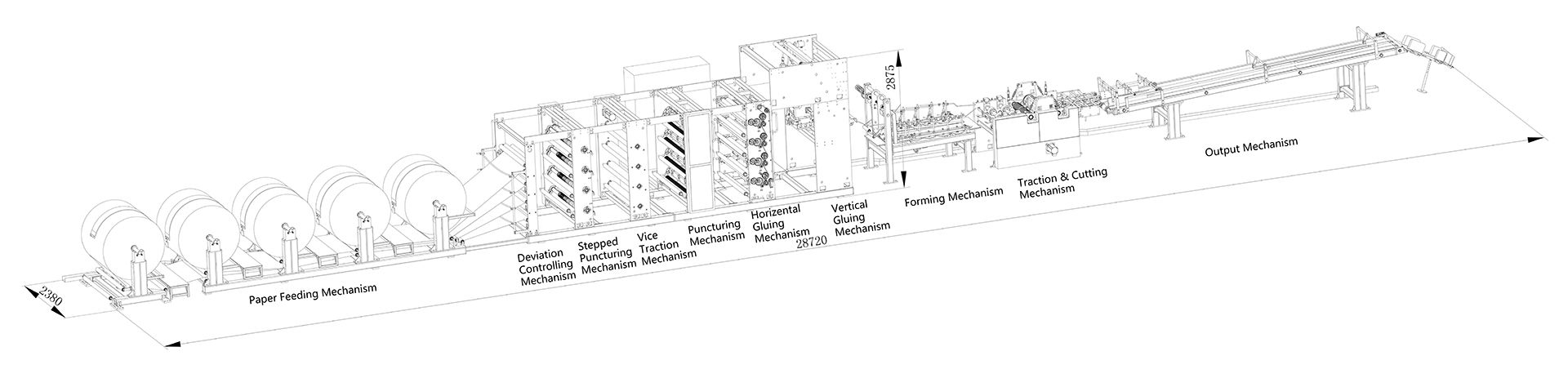
Configurations included
- Unwind station
- Web guide
- Assisting traction unit
- Transverse perforation unit
- Transverse adhesion unit
- Longitudinal adhesion unit
- Forming unit
- Valve bag discharging unit
Optional Configurations
- 4 color in-line printer
- Intermittent perforation unit
- Main traction flush-cut unit
- Center sealing extrusion unit
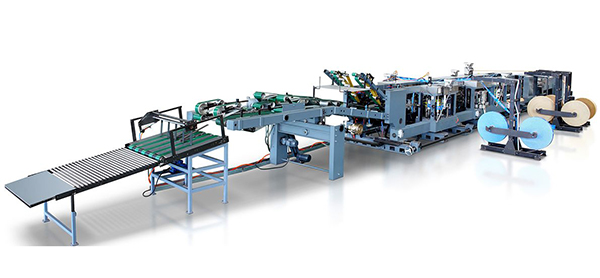
ZT1962S Valve Sack Tuber Overview
Below you will find the functions of each station used in the valve sack tuber. This valve sack tuber can be easily controlled because that all key stations are servo motor driven, and production parameters are adjustable with ease.
Details
-
Printing unit
This flexo printing unit of the valve sack tuber is a 4 color in-line printer. To produce valve bags of different length, changes of plate cylinders and wheels are needed.
Note: Only changes of plate cylinders are needed if no tube length change is required.
In this printing mechanism, you can clean the ink pan and plate cylinder when changing colors and use ceramic anilox roller to apply consistent amount of ink. Plate cylinder is lifted up by means of pneumatic cylinder when the printing unit stops, so that the rubber plate and plate cylinder will be separated to avoid sticking together.
-
Unwinding unit
The unwinding unit consists of 5 sets of roll stand, in which expanding air shaft is employed. It is easy to operate, accurate in positioning. Every set is equipped with a roll stand adjusting device to position the paper.
Tension brake is included in the standard configuration, magnetic powder brake is optional.
You can place the spare roll on the stand, and then use tape to connect running-out roller, thus rolls can be changed quickly.
The first set of roll is equipped with web guiding and positioning facilities.
-
Web guiding unit
Paper rolls in high speed will be guaranteed to pass through the set path. This web guiding unit of our valve sack tuber helps stabilizing product quality, increasing efficiency and saving materials.
This web guiding mechanism has 4-layer structure: each layer has two parallel rollers respectively. The unit is easy to operate, rollers in it can move horizontally by certain angle controlled by servo motor. Sensors can guide the paper roll by sensing paper edges, guiding the paper to the right position for rolling.
-
Intermittent perforation unit
The intermittent perforation unit has a 4-layer pinhole design, perforation unit of each layer can be adjusted to be compatible with pins of different lengths. Pinhole area can also be adjusted and its specifications can be changed by changing the sleeves.
-
Assisting traction unit
The auxiliary traction unit of our valve sack tuber is comprised of 4 traction rollers with driving forces. Traction rollers can smooth the process.
The mechanism alleviates the tension on main leading roll, ensuring the stability of rolls when switching from auxiliary traction to main traction. Therefore, rolls won't break in the process due to improper forces.
-
Transverse perforation unit
The transverse perforation unit of our valve sack tuber is controlled by servo motor, and this unit will trace the rolls automatically. You can adjust specifications via a touchscreen, setting up cutting length, synchronized and unsynchronized areas.
When the roll is broken or run out, the red light detection unit will shut down the machine and send alert.
In synchronized areas, the linear velocity of perforation equals to the moving speed of rolls, so that the holes can be arranged in an orderly manner.
The position arrangement of pins is determined by the shape of paper bag tube end.
-
Transverse adhesion unit
In the transverse adhesion unit of valve sack tuber, you can apply glue to multiple layers of roll at both sides of the perforation line, in other words, at the top and bottom openings of paper bag tubes, and then glue the multiple paper into one overall roll. In this way, you can separate the paper bag tube from the layer most inside using the valve sack bottomer later.
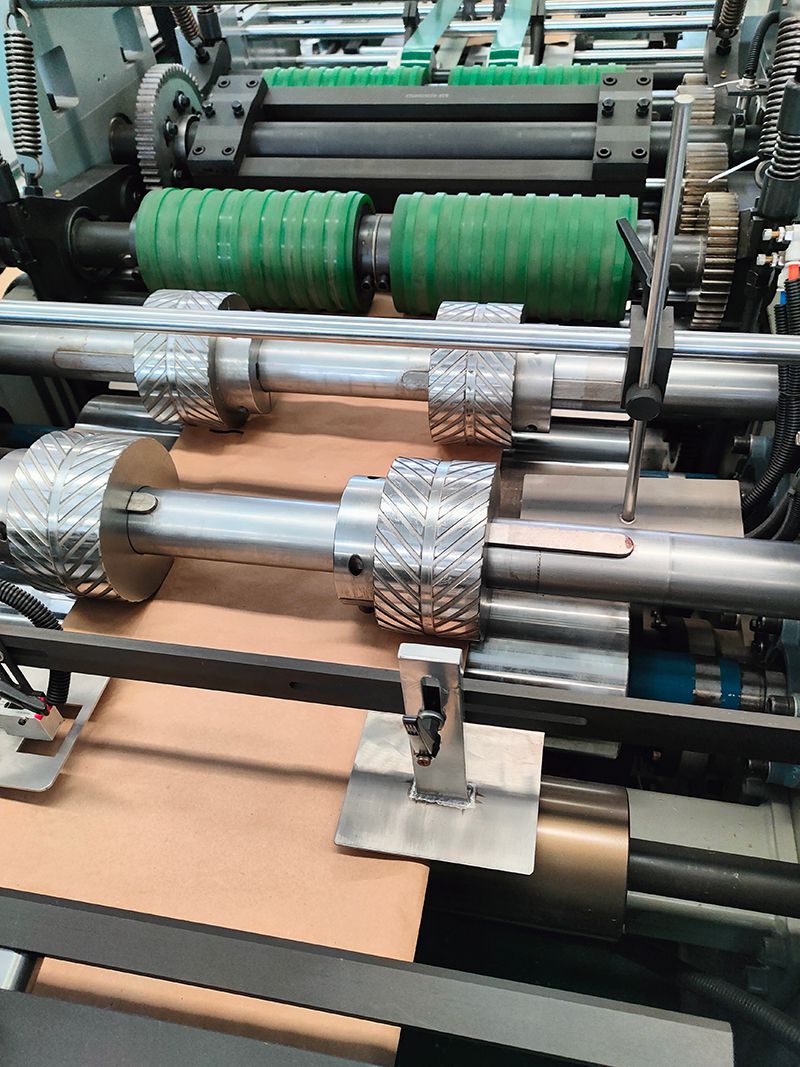
-
Longitudinal adhesion unit
This longitudinal adhesion unit of valve sack tuber is used for adhesion of center sealing after the paper is ready.
The unit is controlled by servo motor. When the paper cutting position passes through the glue wheel, it will meet the part with no glue. In this way, situations like adhesion caused by unnecessary glue in cutting can be avoided.
You can adjust the distances between glue wheel and glue cylinder, in order to adjust the amount of glue.
-
Forming unit
The forming unit of valve sack tuber turns paper sheet into tube.
You can have A-edge paper bag tubes, M-edge is also available.
You can also adjust the tube width by hand wheel, or adjust it with the pressing wheel together. The unit is easy to operate.
-
Main traction flush-cut unit
The main traction mechanism drags paper moving forward, the pressure of the traction roller is adjustable;
Equipped with front and rear tear-off pressure rollers, the lifting and lowering of the pressure rollers are controlled by cams; the paper bag tubes are separated one by one at the perforation line due to the downward pressure and speed difference of the front and rear tear-off pressure rollers;
The tear-off roller can be finely adjusted left and right, and is equipped with grooving structure which helps avoid the tear-off roller from touching the glue when it is pressed downward, so as to prevent the glue from being squeezed and to deliver enough bonding force;
Two working modes: flush-cut mode and horizontal perforation mode, which can be flexibly changed according to the paper bag process;
-
Valve bag discharging unit
After cutting, paper bag tubes go into bag discharging unit separately, moving slowly on the conveyor. When tubes have reached certain amount, the cylinder near bag discharging area will move up to trigger the belt in the middle, sack tubes between the supporting frame and the belt will stay still, sack tubes at the rear of cylinder will enter the discharging area. This aims to keep the paper bag tube number on track. Paper sack tubes at the front will be overlapped. Within certain time, the cylinder retracts and the paper sack tubes will be sent back to the valve bag discharging unit.
As an experienced manufacturer of paper sack making machines since 1983, Youniker has demonstrated its expertise and professionalism in numerous projects across many fields requiring industrial paper bag production. Apart from individual equipment for paper bag making such as bag tube forming machine and bag bottom pasting machine, we can also supply complete paper bag manufacturing line consisting of paper industrial sack tuber and paper bag bottomer machines. Whether you are looking for cement sack making machine, paper animal feed bag making machine, or other paper sack production equipment for powder or granular goods, we will be your reliable source of industrial paper bag machines.